")
")
Use of Glass in Kerosene/Paraffin Lamps
Glass is the second most commonly used material in kerosene/paraffin lamps after metals. With very few exceptions, all kerosene/paraffin lamps must have a glass chimney. If you add glass shades of all kinds and lamp bodies made of glass, the importance of this material becomes obvious.
Glass, as one of the oldest materials of mankind, consists mostly of silicon dioxide (e.g. quartz sand) and some other oxides in smaller amounts, which are melted together and do not form crystals when cooling. Glass is therefore not a crystalline material, but a solidified melt.
Depending on which oxides are melted together and in which proportions, glass is obtained with variously different properties. The most commonly used "soda-lime glass" ("soft glass") today consists of 71-75% silicon dioxide. The rest is equal parts sodium oxide and calcium oxide.
The crystal glass contains up to 10% lead oxide in its composition, along with small amounts of barium, potassium and zinc oxide. This composition makes the glass harder ("tempered glass", "mirror glass") and gives it more brilliance. Most glass chimneys that bear the word "crystal" ("cristal", "Kristall” in other spellings) in their trademark probably have similar compositions. Despite the name, crystal glass is not crystalline, but still an amorphous, solidified melt. This also applies to lead crystal. The word crystal comes from the fact that attempts were made to produce glass as a cheap imitation of natural quartz crystals (= "rock crystal").
The lead crystal glass must contain at least 24% lead oxide. This gives the glass the property of strongly refracting light and breaking it down into its components ("rainbow colours"). This property can be observed very well when sunlight is reflected from an artfully cut lead crystal in all the colours of the rainbow.
The very heat-resistant borosilicate glass contains about 10% boron trioxide in addition to 70-80% silicon dioxide, which is how the glass got its name. I suspect that newly manufactured glass chimneys are all made of borosilicate glass.
The opaque white milk glass is obtained by using opacifying substances such as calcium phosphate (bone ash), fluorides or tin oxide. Milk glass is the most commonly used type of glass in Vesta shades for kerosene/paraffin lamps. Opal glass is a variety of milk glass. Sodium fluoride is used as an opacifier in the manufacture of this glass. Depending on the amount of opacifier used, completely opaque or slightly translucent, semi-opaque glass can be produced. Milk glass and opal glass are generally used as synonyms. The term opaline glass, although often confused with opal glass, is actually the name of a decorative French glass that was very popular in the second half of the 19th century, especially during the reign of Napoleon III. Many decorative pieces such as vases, bowls, perfume bottles, etc., were made of this milky-white or coloured, slightly translucent glass with opalescent effects (= slightly coloured iridescent reflections, similar to opals; hence the name opalin). Later, the term was probably used indiscriminately for all opaque, white or coloured glass. Today it is very difficult for the layman to distinguish between these types of glass. I therefore always use the term "milk glass" when describing opaque, white and coloured glass.

Tinted or completely or partially clouded glasses
Top row, from left: Classic Vesta shade made of opaque white milk glass
Painted font of pale blue opaque milk glass (Wild & Wessel)
Mass-coloured transparent tulip shade with engraved decoration
Bottom row, from left: Tulip in transparent red glass, partially clouded (Fenton, USA)
Tulip shade in opaline glass with embossed shape and tinted upper rim
Font made of hand-blown uranium glass with partial opacity
Uranium glass is the name for a type of glass that was coloured a light greenish-yellow with up to 2% uranium oxides. The colouring gave the glass a slightly cloudy, semi-transparent appearance. With the addition of other colouring substances, other shades of colour could also be achieved. An important property of uranium glass, and at the same time its unmistakable identifying feature, is its intense, light green fluorescence under UV light. Despite the uranium chemicals used, the measured radioactivity is very low and completely harmless to humans.
In my collection there are some yellow-coloured glass fonts and tulip shades that glow red under UV light. This luminous colour is very different from the intense, light green luminous colour of uranium glass under UV light; therefore I suspect that these glasses are not made of uranium glass. I do not know which yellow pigments (metal oxides?) cause this red fluorescence.
Vaseline glass is a common name in English-speaking countries for uranium glasses and other glasses with a similar appearance to uranium glass, but which do not fluoresce under UV light. The name comes from the fact that the Vaseline cream originally marketed in the USA had almost the same appearance of uranium glass; namely, the commercial product Vaseline® at that time was slightly yellowish and semi-transparent (today Vaseline is rather colourless).

Uranium glasses and other glasses under UV light
(Upper row: photos with normal LED artificial light; lower row: with UV light)
From left: Glass font made of uranium glass (green fluorescence; L.009)
Tulip shade made of uranium glass (green fluorescence; L.214)
Tulip shade made of yellow coloured glass (red fluorescence; L.018)
Glass font of a kitchen lamp with partial opacity (no fluorescence)
Shaping Glass
Most artistically high-quality glass objects are made of hand-blown glass. Hand-blowing and freely shaping a hollow glass requires great experience and sensitivity on the part of the glassmaker. Each piece created in this way is in itself unique, as it is impossible to create two absolutely identical glass bodies just by blowing with a glassmaker's pipe. The individuality of these pieces is certainly a valuable quality.
I am not a glass expert. I do not know whether many glass fonts were made only by free hand-blowing. On the other hand, a much simpler method was often used to make glass fonts and glass vases for kerosene/paraffin lamps, namely "mould-blowing". A hollow mould usually made of pear or cherry wood with the exact shape of the glass piece to be produced is soaked in water. The glassmaker places the still very hot, almost free-flowing glass ball in this hollow mould and blows while continuously turning it until the glass completely covers the inner walls of the hollow mould and exactly reproduces its shape. In the process, water vapours, which are created by the evaporation of the water in the wood, act like a lubricant between the wooden mould and the glass mass. This method makes it possible to produce complicated profiles (as in the case of German glass lamps, for example, whose base and column combinations look like they have been "turned"). This method is also suitable for simple glass fonts without any embellishments, because it produces glass bodies of a very uniform shape without the slightest deviations in the dimensions. Under the base of the glass lamp bodies, which have been made by mould-blowing, there is the tear-off hole, which is inevitably created when the metal tube (= the glassmaker's pipe or pontil), which has stuck to it until then, is removed from the finished piece by knocking it off.
The "optically blown" glasses are a special type. These can be recognised by the fact that their glass wall contains an optically very perceptible relief pattern in the form of elongated, mostly vertical or diagonal bands with soft transitions. These bands are created by the varying thickness of the glass wall. To achieve this effect, the glasses are first pre-blown into a mould that has this carved-out ribbon pattern. The glass body is then free hand-blown with any twist and distortion of the ribbon pattern and if desired, blown again in a round shape to smooth the outer wall. After this last step, the relief created exists now only on the inner wall. Many glass fonts, tulip shades and ball shades for kerosene/paraffin lamps are optically blown in this way to create a more interesting visual effect.

Mould-blown and optically blown glasses
Top row, from left: Mould-blown base part, opal glass painted
Mould-blown base part, opaque white milk glass
Mould-blown font, opaque grey-white milk glass
Bottom row, from left: Mould-blown lamp part, additionally optically ribbed at the bottom
Optically blown font made of clear blue glass
Optically blown tulip shade made of frosted glass with diagonal ribbing
Another process that is probably also very often used is pressing the glass between two moulds. The blowing in the mould described above primarily results in beautifully profiled but smooth walls. If you want to have raised ornaments in relief on the glass wall, you have to press the glass between two moulds, one of which bears the pattern of the desired ornamentation in reverse embossing. However, the method with two moulds has a catch: it is limited to glass objects where the inner mould can be removed after the glass has been shaped. These are, for example, vases, drinking glasses, tumblers, goblets, etc. whose upper opening is not narrower than their inner hollow form. In the case of vessels where this is not the case, compressed air must be used again instead of the inner mould, which is now produced mechanically by means of air pumps. The outer, patterned mould is usually composed of 2 or more pieces. These glasses can be recognised by the fact that the seams of the moulds are possibly still visible. All embossed glass fonts and glass shades, also vertically ribbed or otherwise embossed Vesta shades are made of pressed glass.

Examples of fonts and shades made of pressed glass
Top row, from left: Glass font with embossed pattern
Glass font from Baccarat with diagonal ribbed pattern
Glass font from USA with imitation cut (the mould seam is clearly visible)
Glass column and base with imitation cut (Kästner & Töbelmann)
Bottom row, from left: Tulip by S. Reich embossed in melon shape
Tulip by St. Louis in diagonal melon shape
Vesta shade from France with vertical ribs
Vesta shade from Great Britain with embossed pattern (detail)
Colour Design of Glass
Today it is very well possible to produce glass with all colour tones by adding appropriate colouring substances to the molten glass. This possibility is used both industrially, i.e. on a large scale, and for manually produced art glass. In this way, one produces glasses that are coloured throughout their entire mass.
If a through-colouring of the glass is not necessary or even undesirable, the glass can also be coated with a coloured layer. This can be achieved, for example, by fusing a continuously coloured glass type onto the glass to be coloured. This process is called "overlaying". The overlaid glass (= also used: “cased glass”) produced in this way is visibly two-layered, because the two types of glass do not mix with each other. The vast majority of Vesta shades or ball shades of more recent times are made by overlaying a colourless or coloured transparent glass on a layer of opaque white milk glass. There are even three-layer shades in which only a thin layer of milk glass was overlaid on both sides with clear glass. Only the early white Vesta shades consist of a complete milk glass layer.

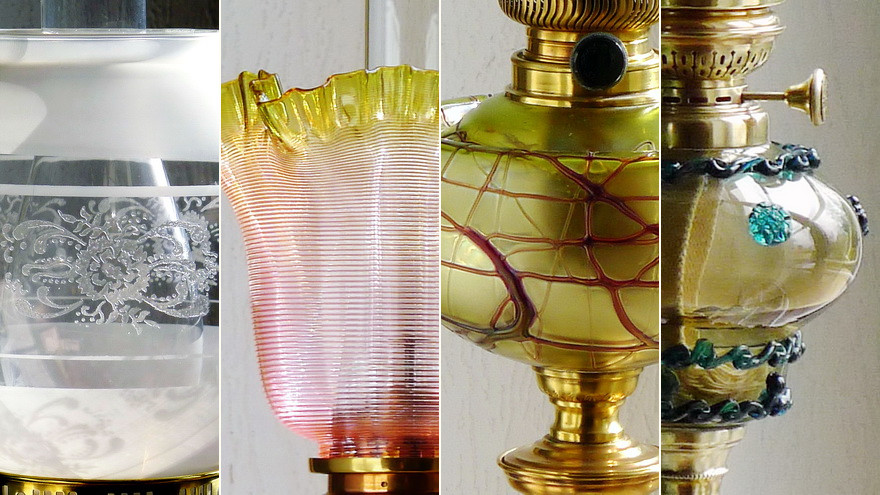
Examples of overlaid and stained glasses
The first 3 examples from the left: Opaque white milk glass (a) overlaid with red glass (b)
Opaque white milk glass (a) overlaid with colourless clear glass (b)
Opaque white milk glass (a) overlaid on both sides with colourless clear glass (b and c)
The last 2 photos on the right: Top: Pale pink stained glass with manual cutting
Below: Partially red stained or flashed glass with subsequent etching
Glass staining is when the glass is not overlaid with another coloured glass, but is directly coated with the colouring substance and heated again until this substance adheres firmly to the glass surface. This produces glass that is coloured only on its surface. One can also achieve this effect by covering the glass with a very thin layer of coloured glass (= glass flashing). One obtains attractively decorated glasses by partially grinding off this coloured surface, thus revealing the uncoloured glass. Most cut ruby-red or in other colours stained/flashed crystal glasses from Bohemia were created in this way.
In manual production in the glassworks, there are of course many other artistic design possibilities. The glassmaker can add a partial colour to his still red-hot piece of glass by attaching a piece of glass with this colour to a desired spot and then allowing it to melt. This is probably how most tulip shades were created, coloured at their upper edge and colourless or of a different colour in the remaining part.
In the case of hand-blown glass, small pieces of coloured glass can be worked into the glass as a coloured decoration by rolling the still red-hot glass ball onto such pieces of glass and then heating it again to a high temperature. This procedure produces glasses with small, differently coloured areas. These "speckled" looking glasses were probably a speciality of Cristallerie de Clichy in Paris.
At this point I would also like to introduce a special type of overlaid glass. Here, two layers of glass were placed on top of each other in such a way that small, geometric "cushions" filled with air were created between them. I don't know this manufacturing technique, but I can imagine (as a complete layman) that a geometric pattern of intersecting glass ribbons is melted onto a glass body, which later becomes the dividing lines between the air cushions, and a thin layer of glass is again added onto these glass ribbons by connecting it only with them but not with the first glass layer underneath. This creates empty spaces that contain only air. Whether my assumption is right or wrong is unimportant. However, it is right to say that these glass objects are masterful creations of glassmakers' hands.

Examples of multilayer glasses with air-filled chambers
From left: Tulip shade with rectangular air chambers
Tulip shade with triangular air chambers
Lamp vase with rhombus-shaped chambers
Lamp vase with zigzag-shaped ribbons of air chambers
Of course, glasses can also be coloured by painting on them with enamels or other colours (see subchapter Emaille, Cloisonné, Champlevé) or even by printing them with silkscreen or other suitable printing techniques.
Refinement of the Glass Surfaces
The glass surfaces offer the possibility of further refinement of the glass by applying any decorative patterns and drawings to them. This is done primarily with chemical (etching) and mechanical (sandblasting, engraving, cutting, etc.) methods, which can even be applied several times and also combined with each other.
Glass is completely insensitive to all kinds of chemicals. This is also the reason why glass is the optimal medium for vessels of the most diverse liquids. Only hydrofluoric acid (hydrogen fluoride HF in aqueous solution) can attack the glass. This acid can be used to etch the surface of a transparent glass to such an extent that a roughened, opaque layer is produced. Depending on the duration of the etching process, it is possible to create surfaces ranging from semi-transparent to completely opaque. This process is called frosting the glass. The frosted glass surface appears matt and can no longer reflect light. Many tulips and ball shades, as well as many glass fonts, are made of frosted glass.
By selectively applying the etching process only to selected areas of the glass, it is possible to create different patterns, even complicated drawings and images. Such processes sometimes require multi-stage etching in order to obtain surfaces with varying degrees of etching and transparency. Since prolonged etching with more concentrated hydrofluoric acids literally dissolves and erodes the glass, it is also possible to create relief areas of different heights or depths. This "topographical" surface can be felt very well with the fingertips. The areas of the glass that are to remain unetched, i.e. transparent, or already etched areas that are not to be etched further, are covered with acid-resistant cover lacquers for further etching processes.
I make a basic distinction between three types of etching a pattern on the glass for kerosene/paraffin lamps:
"Flat-etched" (= Plain-etched): A single-step, short etching results in a completely flat, plane surface, where either the pattern is kept transparent by protecting it from acid exposure and etching the surrounding area, or just the opposite, etching only the pattern but protecting the spaces in between. I call this type of etching "flat-etched". With this method, you don't create any lower or higher spots. The vast majority of British glass shades have this relatively simple flat etching.
"Deep-etched": The pattern or parts of the image to be reproduced are set deeper than their surroundings by stronger etching. Theoretically, deep-etching can be done in one step as well as in several steps. With single-stage etching, only those parts are etched that were not covered by the resistant lack; other parts of the glass surface remain transparent. Multi-level etching is when different parts are etched to different degrees, so that very attractive patterns and images can be created. The etched surfaces can vary from almost transparent and shiny to completely matt and opaque.
"Cameo-etched": Cameo-etched patterns are the inverse of the deep-etched patterns. Here the pattern (or image) is higher than the surrounding area. Single or multi-level etching is also possible here. The term cameo comes from cut cameo patterns, where the sculpture or image is higher than the background.
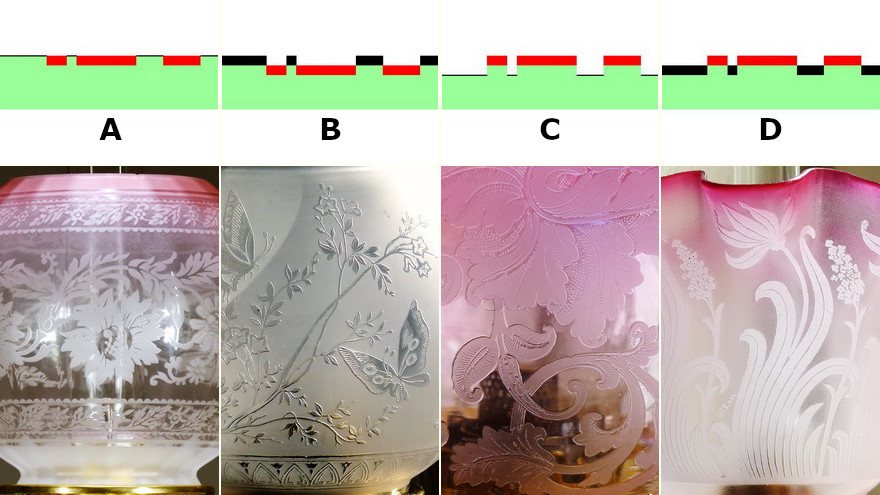
Glass shades with etched surfaces
(Schemes: motifs in red; surroundings in black; etched areas thickly marked)
From left: A) Flat-etched: motif flat-etched; surroundings kept transparent (ball shade by Vianne)
B) Deep-etched: motif deep-etched; raised surroundings also etched (Baccarat ball shade)
C) Cameo-etched: motif cameo-etched; low-lying surroundings transparent (tulip shade from Great Britain)
D) Cameo-etched: motif cameo-etched; low-lying surroundings also etched (tulip shade by St. Louis)
The French glass manufacturers such as St. Louis or Baccarat produced beautiful, high-quality glass shades for lamps through multi-stage glass etching. Equally intricately crafted tulip shades with a tangible relief surface are also known from Great Britain. The British shades from the first half of the 20th century, on the other hand, which are offered today at enormously high prices, are only single-stage flat-etched shades which, although they have a pleasing pattern, cannot match the quality of the early shades with their multi-stage etching, which are of very high artistic quality and craftsmanship.
French glassmakers also worked out other techniques that enabled them to etch peculiar and clearly recognisable structures all over the glass surface. Especially in combination with other techniques, they produced beautiful glass shades and glass fonts, some of which were also partly painted. In addition to Baccarat and St. Louis, Cristallerie de Pantin near Paris also created a peculiar pattern reminiscent of ice structures, which was also partially painted over.
The glass company Vianne in the south-west of France produced both single and multi-level etched glass shades, which were also exported to Great Britain and the USA.

Glasses with differently etched surface structures from France
From left: A full surface structure pattern by Baccarat
Another structural pattern from Baccarat, combined with red stained/flashed sections
Pantin's full textured pattern with overpainted sections
Highly textured etched glass without a pattern (here with additional painting)
The frosting or patterning of a glass surface can also be achieved by mechanical means, by blasting with grains of sand or other abrasive particles. Sandblasting was often used as a simple, time- and cost-saving process on the shades with simple patterns (e.g. melon and roller shaped tulips, or the later British ball and "beehive" shades), and is characterised by the fact that the transitions between unblasted, transparent and blasted, frosted surfaces do not appear sharp but slightly diffuse and blurred. Sandblasting was used to create only flat patterns that were not recessed or raised.
A type of glass decoration rarely used on glass objects for kerosene/paraffin lamps is the application of a decorative pattern using the so-called pâte de verre technique. The French term pâte de verre means glass paste. In this technique, a colourless or coloured glass paste (a mixture of glass powder, dyes, binder and water; similar to enamel paints) is spread into the recesses of a pattern applied on the inner wall of a mould and fired. Then the entire inner surface of the mould is covered with another glass paste and fired again so that the two different parts of the glass combine. This creates sculptural patterns, structures or even sculptures of glass in high relief on a glass body made of a different colour or type of glass. This elaborate technique was practised much more often by glass artists. However, I know of glass shades whose raised glass decorations indicate this or another related technique. It is possible that prepared glass paste patterns were applied directly to a shade and then fused on (see photo below; first illustration). However, it is also possible to apply simpler patterns of glass by attaching separately prepared glass decorations, still hot, to the glass body to be decorated and then melting them again.
Examples of additionally attached decorations made of glass
From left: An intricate pattern on a British ball shade
Very thin and even red glass threads fused onto a tulip
Dark red, irregular glass threads fused onto a glass font (Pallme-König of Bohemia)
Dark green glass decorations (cabochons and cord bands) fused onto a font
A much more widespread type of mechanical finishing and decoration is the decorative cutting or engraving of the glass surface. In this process, certain parts of the glass surface are removed by rotating, sharp-edged wheels of varying abrasiveness. Copper wheels with different diameters and profiles are needed for engraving. Wheels made of natural stones or synthetically produced abrasive stones such as corundum discs are used for cutting. Depending on the profile and grain of the cutting wheels, fine to wide, L- or V-shaped cuts can be achieved. One can leave the ground parts matt or polish them up in several steps with suitable polishing wheels until they are completely transparent.
This technique was not only used to decorate colourless transparent glass fonts made of crystal glass, but also to add design to other glass parts of the kerosene/paraffin lamps, such as vases, columns or bases. One technique often used is the application of long intersecting lines of V-cuts to create polygonal raised patterns (e.g. octagonal diamond shape or square pyramid shape). Another, no less attractive method is the selective cutting of larger areas with wider grinding stones to create circular, oval-elongated (olive cut), very elongated (sliced cut) depressions or completely plane (facet cut) surfaces. Particularly attractive colour patterns are created when coloured stained or overlaid glass is given such cuts, whereby the underlying layers of glass (coloured or transparent-colourless) appear very decoratively.
Of the French glass manufactories, Baccarat in particular produced beautiful glass fonts with multi-row olive cuts or very wide, touching V-cuts for kerosene/paraffin lamps. From Great Britain came high-quality crystal fonts with elaborate diamond cuts.

Differently cut and engraved glasses
Top row, from left: Font with octagonal diamond cut (from Great Britain)
Ball shade cut with crossing V-lines (pyramidal cut)
Font with faceted cut wall
Middle row, from left: Font with three-rows of olive cuts (Messenger & Co.)
Glass column with elongated sliced cut
Font with multiple, wide V-cuts (Baccarat)
Bottom row, from left: Cut stars on partially dark red stained font
Sinumbra tulip shade with engraved decoration
Font made of red-stained and engraved glass (Bohemia)